Polymer quenching
Written in the framework of the "Fluids and quenching systems" committee
N.B.: The information contained in this sheet comes from reliable sources. Nevertheless, it is provided without any guarantee, express or implied, of its accuracy.
AQUEOUS FLUIDS
Water is the most energetic, economical and non-toxic cooling medium available. It must be taken into account that it is also a very severe quenching medium, often causing quench taps or deformations on parts.
It must be taken into account that the cooling rate is not constant during water quenching, it is, in fact, maximum when the surface temperature of the part is close to 300°C (ideal range for the risk of tap formation). When this risk appears, it would be reasonable to stop water quenching to continue the cooling and martensitic transformation under less severe conditions. It would then be necessary to consider oil or air cooling, which is not industrially feasible to implement.
However, water has the advantage of breaking up the scale at the beginning of the cooling process (thus exposing the surface), which favors heat exchange and consequently improves it.
When the geometry of the part is complex, the water can easily form bubbles of steam confined in certain areas which slow down the cooling of the metal locally and then give rise to soft spots. To avoid this phenomenon, it is therefore necessary to promote the circulation of water, the agitation of the part and its positioning to ensure the best contact.
If the temperature of the water rises, its cooling power decreases significantly (the calefaction period is thus prolonged).
A good water quench will therefore require constant monitoring:
the temperature of the bath;
the agitation of the parts;
the circulation of water and its continuous renewal in contact with the room.
It must also be taken into account that it is imperative to avoid any contamination of the water by foreign products, which would modify its hardening severity and thus the metallurgical results.
It will therefore be possible to voluntarily modify the cooling power of water by incorporating various products.
To increase the severity of quenching, salts (NaCl, CaCl2, for example) are added to the solution, which shifts the surface temperature range (around 500-600°C) for which the cooling rate is maximum.
The concentration of the solution must be regularly checked to avoid any risk of cooling power drift, and it will be necessary to take measures to avoid corrosion of the parts when they leave the quenching bath (cleaning and surface protection). It is also necessary to design the installation with materials that are not very sensitive to corrosion.
To reduce the severity of quenching, organic polymers whose solubility in water decreases when the temperature rises (case of PAG) or whose viscosity changes (increases case of PVP) are added.
The addition of polymers thus offers the possibility of obtaining speeds intermediate to those of water and oil.

An ISO standard classification is in force. It includes three main categories

The key point for the use of polymers in quenching remains the elimination of the risk of fire, fumes and odors associated with oil quenching
However, it remains a delicate control to obtain a reproducible cooling rate.
The use of polymers therefore requires the following precautions:
avoid heating the bath above 45°C;
For PAG, remove the parts from the bath after they have cooled down completely to allow the additive to redissolve and avoid carrying the additive with the parts and thus depleting the solution in use;
regularly monitor the polymer concentration (or measure the cooling power of the liquid) in order to make the necessary adjustments to obtain consistent results.
keep the bath clean to avoid any risk of bacterial pollution.
Maintain proper agitation during quenching to ensure bath homogeneity.
1. History
One of the first objectives in the development of quenching polymers was to determine the most water-thickening products. It was thought that these would produce adequate quenching properties, while minimizing costs by keeping the product concentration in water low. Several polymers are known for their thickening role in water and in particular cellulose derivatives and polyvinyl alcohols (PVA).
PVAs as the first quenching polymer, although resistant to bacteriological attack are unstable and the cooling rates obtained vary over time. This instability has been attributed to a cross-linking reaction and molecular instability due to the high weight of PVA. Another disadvantage is the hard varnish commonly called plastic film, which the parts are covered with after processing.
As a result, for more than fifty years, two families of polymers have been industrialized: polyalkylene glycol (PAG) and polyvinyl pyrrolidones (PVP) largely dominate the market of synthetic quenching fluids.
2. Specific and fundamental terms
2.1 Polymer
A polymer is defined as a long molecule constructed by the repetition of small, single chemical units called monomers.
If the polymer is synthesized with more than one monomer, then it is referred to as a copolymer.
Polyalkylene glycol (PAG) is an example of a copolymer derived from two monomer units: ethylene oxide and propylene oxide.
The macro-molecule of polyvinyl pyrrolidone (PVP) is the following:

2.2 Inverse solubility
The polymers are dissolved in water by solvation of the polymer chains through hydrogen bonds.
PAGs show phase separation as the temperature rises.
At a given temperature, the molecular chains of the polymer lose their solubility in water, at which point two distinct phases are present in the solution:
a polymer-rich phase acting as a heat exchange retarder
a water-rich phase acting as a solvent to resolubilize the polymer
The temperature at which this transformation occurs is called the separation temperature; inverse solubility point or cloud point. This temperature ranges from 60 to 90°C for quenching polymers.
It can be noted that PAG type polymers have an inverse solubility point which will be a function of the molecular chain weight.
In order to ensure a constant quenching severity, temperature-related viscosity variations of the solution should be avoided.
2.3 Polymer size
The size of the polymer is denoted by its molecular weight and a degree of polymerization (DP).
The molecular weight can be viewed as the total weight of the single units in the polymer and can be calculated as follows:
M = Number of single units x molecular weight of each unit
E degree of polymerization (DP) is calculated with :

3 Different families of polymers
Hardening polymers are solutions of water-soluble organic polymers containing corrosion inhibitors and other additives (antifoam, biocides, etc.). It is presented in the form of a concentrate which will be more or less diluted in water in order to provide in final a solution ready to use.
The main types of organic polymers used in heat treatment are:
PAG : Polyalkylene glycol
PVP : Polyvinyl-pyrrolidone
Each technology will have different properties.
A high degree of flexibility in the quenching characteristics is possible through the selection of the polymer technology, the chosen concentration as well as the temperature and degree of agitation of the solution.
The success of a polymer quenching application will depend on several factors such as the hardenability of the steel and the desired metallurgical characteristics, the thickness of the part, its shape, its surface finish, the type of furnace chosen and the morphology of its quenching tank.
4 Polyalkylene glycol (PAG)
Quenching solutions based on polyalkylene glycol (PAG) technology are currently the most commonly used polymers.
Applications for these products include:
Hardening after induction heating (surface hardening)
Hardening after heating by conduction (surface hardening)
Hardening of light alloys (aluminum)
Mass quenching of steels (less common)
The PAGs from which the quenching polymers are formulated exist in different viscosity and molecular weight ranges.
PAGs marketed as quenching fluids also contain numerous additives such as corrosion inhibitors, antifoam agents and bactericides to maintain their performance in service.
4.1 Quenching mechanism
Polyalkylene glycols have the property of inverse solubility in water. They are completely soluble at room temperature but insoluble at elevated temperatures. The inverse solubility temperature can vary from 60 to 90°C depending on the chemical structure of the PAG. This reverse solubility phenomenon modifies the three conventional steps of the quenching mechanism and allows a great flexibility of the quenching rate.
Phase 1: When a hot part is immersed, the solution in close proximity to the metal surface is heated above the inverse solubility point. The polymer becomes insoluble and a stable, uniform film of concentrated polymer is deposited on the surface of the part. This is a period of slow cooling analogous to the calefaction phase of an oil. The stability and duration of the polymer film formed will depend on the temperature, concentration and degree of agitation of the solution.
Phase 2: The decreasing film stability of phase 1, combined with a supply of cold solution in contact with the hot surface, will lead to a nucleated boiling phase and a high heat exchange.
Phase 3: As long as phase 2 boiling persists, cooling takes place by conduction and convection through the solution. When the surface temperature of the part drops below the inverse solubility point, the polymer resolubilizes and forms a homogeneous solution again.
4.2 Selecting the cooling speed
The cooling rate of PAGs can be adjusted to specification by changing the solution concentration, solution temperature and/or the degree of solution agitation.
Drasticity curve with given parameters (Thomas)
Curve varying the concentration
4.2.1 Effect of concentration
The concentration of the polymer influences the thickness of the film that will be deposited on the surface of the part during the quench. When the concentration increases, the maximum speed and the cooling rate in the convection phase decreases. Under good stirring conditions, the concentration has almost no influence on phase 1 (little or no caking phase). The 5% solutions increase the wettability on the surface of the part, thus leading to a more uniform cooling. They avoid soft spot problems associated with water induction hardening and provide anti-corrosion properties for inter-operation.
The 10 to 20% solutions produce intermediate velocities between those of water and fast oils. Their speeds are applicable to steels with poor hardenability or to operations requiring maximum metallurgical characteristics. However, the morphology of the parts must be taken into account.
The 20 to 30% solutions offer cooling rates applicable to a large number of steels and light alloys. These solutions are a good alternative to rapid quenching oils but will be limited on parts where the morphologies present a high risk of deformation or tapping.
4.2.2 Effect of temperature
Under equivalent stirring, temperature has only a small effect on the development of the calefaction phase. The increase in temperature will lead to a decrease in the maximum cooling rate which can be significant. It will therefore be necessary to cool the baths to maintain a constant quenching profile and to avoid reaching the reverse solubility point. A maximum temperature of 55°C is generally recommended for this type of technology (in practice we try to maintain the baths between 30 and 35°C).
Curve by varying the temperature (Thomas)
4.2.3 Effect of agitation
For mass quenching, agitation has an important effect on the quenching speed, regardless of the type of polymer. It ensures a uniform temperature distribution in the tank and around the parts (regularity of the film thickness). It will also have a strong influence on the quenching speed. When the agitation increases, the duration of the calefaction phase decreases and eventually disappears, and the maximum cooling speed increases. Compared to the influence on phases 1 and 2, the agitation will only have a small influence on phase 3.
Curve by varying the agitation (Thomas)
4.3 Applications of PAGs
4.3.1 Hardening after induction heating and shower cooling
PAGs are widely used in induction and flashlight treatments as an alternative to water, soluble oils and oil. They are typically used at 5-15% to eliminate soft spots associated with water quenching, provide corrosion protection on parts and preserve equipment and piping. Typical applications include the hardening of crankshafts, camshafts, bearing cages, bushings, drive shafts, steering racks, etc.
4.3.2 Processing of light alloys
PAGs are widely used as an alternative to water for quenching aluminum parts such as thin sheets, profiles, forged, brazed or cast parts, light alloy rims, and automotive housings. The quenching rate is a critical parameter as it must avoid the formation of coarse structures and the precipitation of concentrated compounds at the grain boundaries, thus reducing the mechanical and stress corrosion properties. The proper quenching rate will depend on the type of alloy, the thickness and shape of the part, and the mechanical properties required.
The uniform and steady rate obtained with PAGs can significantly reduce the deformation often associated with water quenching, without altering the mechanical properties or corrosion resistance (intergranular).
This is particularly important with aluminum strip used in the aerospace industry and for forgings or castings often quenched in hot water to reduce deformation.
4.3.3 Hardening of parts by immersion
The primary reason for recommending GAPs for immersion hardening of steel is to eliminate the fumes, spatter and fire hazards associated with oil hardening.
GAPs are applicable to a wide variety of steels including carbon, boron, spring steels, martensitic stainless steels, general purpose steels, low and medium alloyed case hardened steels, and high alloyed steels in the case of large cross sections.
The variety of parts processed can range from very small parts with cross sections of 1mm to forged parts of several tons. PAGs can be used in many types of furnaces such as belt furnaces, pusher-type furnaces, press furnaces as well as in open tanks. However, a preliminary study should be performed to determine the influence and compliance of the agitation parameters and temperature control of the bath.
4.3.4 Quenching after conduction heating and shower cooling
As with induction hardening, PAGs are used in conduction treatments. They are generally used under the same conditions and for the same reasons as induction hardening. Typical applications include the hardening of parts with simple geometry such as small shafts, steering racks, etc.
5 Polyvinyl pyrrolidone
Polyvinyl pyrrolidones (PVP) also have quenching characteristics that can be assimilated to quenching oils. They have a different quenching behavior compared to PAGs due to the absence of cloud point or reverse solubility point.
They allow to obtain lower cooling rates, especially in the austenitic => martensitic transformation zone.
5.1 Hardening characteristics
In the same way as for PAGs, the quenching characteristics will be a function of the polymer concentration, the bath temperature and the degree of agitation of the solution.
5.1.1 Effect of concentration
The effects of concentration are identical to the other technologies: an increase in concentration will lead to a decrease in quenching speed.
PVPs are generally used at concentrations of 5 to 25%, where their speed is most similar to that of quenching oils (mainly in the convection phase).
Curve by varying the concentration (Dominica)
5.1.2 Effect of temperature
As the temperature of the PVP solutions increases (increase in viscosity), the calefaction phase is prolonged and the maximum cooling rate decreases. The optimum control temperature range is between 35 and 45°C.
Curve by varying the temperature (dominique)
5.1.3 Effect of agitation
It is important to provide a good agitation to minimize the calefaction phase that could occur by 'sticking' the polymer to the part. It allows to ensure homogeneous speeds in the tank and a good temperature homogeneity in the bath.
Curve by varying the agitation (Dominique)
5.2 Typical PVP applications
The hardening characteristics of PVP solutions can be close to those of oils and allow the treatment of medium and high alloyed steels. They are often used in the steel industry for the treatment of bars, profiles and for the treatment of forgings, generally at concentrations of 15 to 25%.
6 Advantages and constraints of polymeric solutions
These benefits can be classified into three categories:
Environmental level
Technical level
Production level
6.1 Environmental benefits
Elimination of the fire hazard
Polymer solutions are non-flammable. This will change the following:
Removal of fire protection equipment (inert gas sweep, fire extinguisher)
Less critical entry phase of the charge in the quenching tank
Reduction of the insurance premium related to the fire risk
Cleaning and working conditions
No more odor or smoke during the tempering and quenching phases
No more greasy soil
6.2 Technical advantages
Quenching speed flexibility
By varying the concentration, temperature and agitation of the polymer solutions, a range of different cooling speeds can be established, allowing the processing of a large number of different parts and grades.
Elimination of soft spots
By producing a uniform film around the workpiece, the steam jacket and soft spots often associated with water quenching can be avoided.
Reduction of internal stresses and strains
The uniform film allows a reduction of the thermal gradient and residual stresses associated with water quenching. It can lead to a substantial reduction of deformations in the quenching of aluminum alloys for example.
Water Tolerance
A significant level of water as a contaminant can be tolerated before significantly altering the quench concentration and rate. This eliminates the soft spots and taps associated with water contamination of quench oils (problem beyond a few hundred ppm).
6.3 Production benefits
Cost reduction
Depending on the type of polymer and the concentration chosen, the solution used can have a lower cost than an oil.
Workpiece drag-out and add-ons will also be reduced as the viscosity of a polymer solution will be significantly lower than that of an oil.
Ease of cleaning
Parts may not require cleaning before tempering. The polymer film will not be carbonized as with oils, but will completely decompose at high temperatures to form water vapor and carbon monoxide.
Parts can then go directly to tempering, after quenching, eliminating costly alkaline or steam degreasing operations.
In the case of low temperature tempering or aging treatments, the polymer may not decompose completely and the residual film can be removed with water.
Reduced temperature rise during quenching
Polymer solutions have a specific heat almost twice that of quenching oils. Thus, for a given load weight, the temperature rise of the quenching fluid will be approximately half as much.
7 Process
When choosing and implementing a fluid, many parameters come into play, and it is necessary to take them into account.
7.1 Parameters affecting cooling
Role of the concentration: The cooling rate decreases with the increase of the concentration. Usually, it varies from 5 to 25%.
There are 2 types of apparatus to control the concentration: the refractometer and the viscometer.
The refractometer is generalized on the PAG. It has the advantage of a fast measurement.
The viscometer is more delicate to use, but allows a more reliable and precise measurement (generally done in the laboratory)
It is difficult to determine without prior tests on the installation in question an exact concentration of use, as many parameters influence cooling. We will mention :
steel grades and their hardenability
the temperature of the bath (its increase slows down the drasticity)
the agitation of the bath (the drasticity increases)
the desired effective quenching depth
shower flow pressure
the distance between the point of impact of the fluid and the austenitized beach
the cooling mode (showering or immersion)
7.1.1 Role of the cooling mode
Generally, spray cooling allows to obtain higher and more homogeneous hardnesses than with immersion cooling (with equivalent concentration).

7.1.2 Remarks on quenching by drenching :
In all cases where the profile of the part allows it, it should be positioned vertically in order to facilitate the flow of the liquid downwards.
In the case of horizontal positioning, the quenching liquid must be forced out of the heating zone by means of a finely adjustable compressed air nozzle or a counter-air nozzle.
The flow pressure must be sufficient (> 0.5 bar) to avoid vapor bubbles.
A soft shower will cause a large quench depth with a poor hardness gradient.
Too much watering pressure will create a distorted film and uneven hardness.
Compared to water quenching, the diameter of shower holes will be higher (e.g. 1.2 passes to 2 mm).
Maintenance of sprinkler systems is important in order to limit pressure variations and/or heterogeneous sprinkling. Be sure to remove scale and limit microbial growth (bacteria and/or mold). Clean nozzles thoroughly to avoid clogging with dried polymer residues.
7.1.3. Role of temperature.
Increasing temperature slows the cooling rate of polymer solutions. Aqueous fluid baths should be used between 20 and 45 °C.
For PAGs, the quenched parts will be removed from the tank at a temperature below 50 °C. Due to the inverse solubility, the consumption per drive will increase with the temperature at which the parts are removed. If, in exceptional cases, the parts are removed from the quenching bath at a temperature of more than 50 °C, excessive consumption can be avoided by rinsing them in a tank of cold water, which, enriched with polymer, will be used to replenish the quenching tank.
7.1.4 Role of agitation.
The cooling rate increases with the agitation. In the case of immersion quenching, the stirring speed should be between 0.6 and 0.8 m/s. Aqueous fluid baths should be equipped with devices for stirring the liquid, preferably with variable power.
As with all quenching fluids, stirring by blowing air is not recommended.
7.2 Required properties
Polymer solutions must have excellent properties of :
7.2.1 Corrosion protection power.
For hardening machines: in recent years, the development of hardening after inductive heating has led to the use of extremely sophisticated machines similar to numerically controlled machining centers. The precision and complexity of the mechanisms require that the liquid that is sprayed on them protects them against corrosion.
For the treated parts: most often, the parts or parts of parts treated by induction have a "factory" surface condition and frequently, they are not retouched after hardening. They can then undergo a more or less long storage before stress relieving, assembly or shipping. It is essential to limit corrosion after hardening.
7.2.2 Resistance to foaming.
In the case of quenching fluids, the foaming phenomenon is most often of mechanical origin, the main parameters influencing foaming are the surface tension of the product, the hardness of the water, the agitation.
Some phenomena that aggravate foaming can be recalled, these are :
insufficiently immersed flow pipe to the circulation pump or heat exchangers (liquid suction = air)
return line not immersed in the fluid
unsuitable shower outlets
pollution by a detergent: case of installations "cleaned" after emptying or introduction of surfactants by residues of washing products after soaking
bacterial pollution degrading the product.
1.2.3 Biostability.
Biostability is the ability of an aqueous solution to maintain its physico-chemical characteristics in the presence of microorganisms.
The disadvantages of a bad biostability on the performances of a fluid will be the decrease of the anticorrosive properties (the pH decreases) and a decreased slowing down power (by reduction of the average molecular weight of polymers and production of acidic compounds "gas pedals").
In addition, the operating cost is affected by the consumption of treatment products (fungicides and bactericides) and frequent draining.

8 Application and maintenance of polymeric solutions
The implementation operations and controls during maintenance are described in the following paragraphs for the two most common cases.
8.1 Polymers for mass quenching
The recommendations are presented in Table 11.

Refractometer to be replaced by viscometer in the framework of the PVP (Thomas)
Change "easycult test" by "culture test on strip"
Instead of every day, put
Check the concentration and readjust regularly (according to the consumption, from 3 times a day to once a week). A regular readjustment is preferable to massive additions that are too far apart.
9 In-service solicitations and monitoring of polymeric solutions
In aqueous solutions, organic polymers are subject to significant stresses such as thermal shock or contamination by foreign bodies. And independently of their resistance to thermal shocks, the polymeric solutions must have excellent properties of :
anti-corrosion protection power
resistance to foaming
biostability
To preserve these properties, it is essential to respect the procedures of implementation, as well as the regular controls of the baths during manufacture and maintenance.
During prolonged stoppages (weekend, partial vacations, temporary production stoppages), it is advisable to check the concentration in service and to adjust it in the high range of recommendation, that allows a new contribution in biocide which will minimize the risks of bacterial pollution.
Periodic agitation to oxygenate the tank is recommended.
9.1 Mass quenching
The characteristics monitored regularly and the possible drifts are summarized in the following table

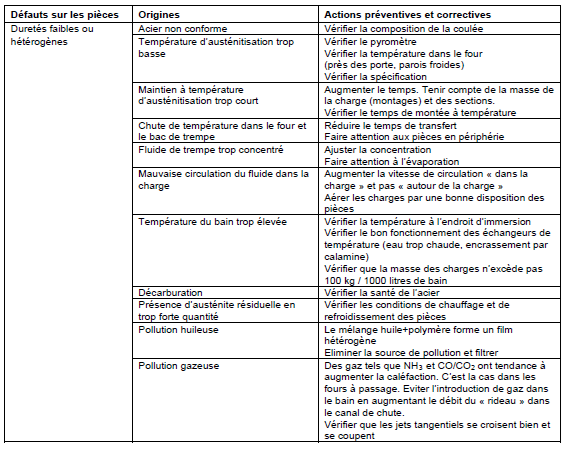
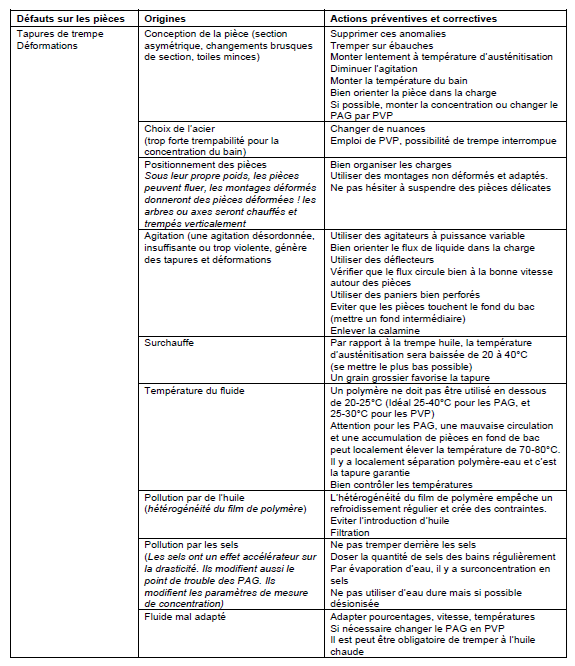
The drift of one or more parameters of the bath leads to defects on the parts. Those attributed to polymers in mass quenching are summarized in the table below. It is obvious that this inventory is not exhaustive and that these are only the main cases encountered.
Some cases of malfunctions in the installation are mentioned in the following table

9.2 Hardening after induction heating
In hardening after induction or conduction heating, PAGs are the most used. Some defects on parts encountered during hardening after induction heating are indicated in the 2 following tables
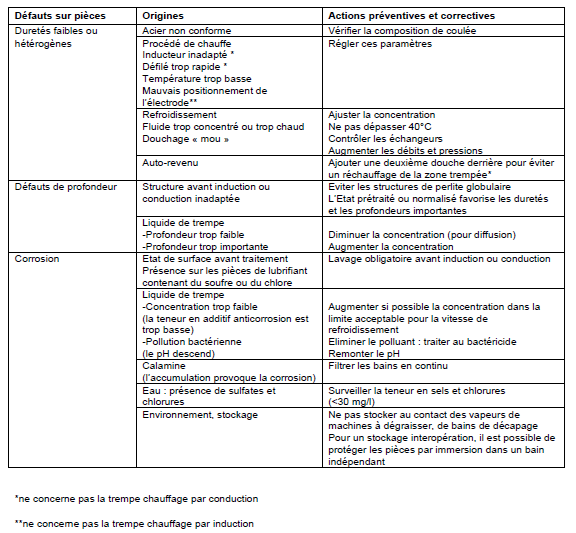

The following table mentions some cases of malfunctioning of the installation
