Automotive hardening requirements
Written in the framework of the "Fluids and quenching systems" committee
N.B.: The information contained in this sheet comes from reliable sources. Nevertheless, it is provided without any guarantee, express or implied, of its accuracy.
1. Reference systems and standards dedicated to the automotive industry
The requirements in terms of monitoring the hardening process in the automotive field come from normative requirements on the one hand, and from the requirements of the car manufacturers on the other hand. These requirements are called CSR (Customer Specific Requirements). Therefore, there are as many CSRs as there are car manufacturers.
The ISO TS16949 relative to the automotive field and, from 2017, the IATF 16949 requires suppliers of all levels of automotive manufacturers (tier 1, 2 and ...) not only to apply the requirements of these standards but also to respect all the requirements of the CSR.
Since the 1980s, Ford has been able to impose its CQI (Continuous Quality Improvement) dedicated to special processes (casting, coating, welding, plating, etc.). More particularly, the CQI-9 is a complete business standard dedicated to the heat treatment field. Supported by major car manufacturers (Ford, General Motors and Chrysler), it is now mandatory for Tier 1 automotive suppliers (TRW, ZF, EATON, BORGWARNER, LEAR, DELPHI, FAURECIA ...) who cascade it to their Tier 2 subcontractors under the cover of ISO TS 16949 and since 2017 of IATF 16949. This tool must allow a continuous improvement of the quality by the prevention of the defects as well as the reduction of the drifts and the nonconformities. It is based on the principle of self-assessment and must be carried out every year and the results reported directly to a specific Ford database.
In order to counterbalance the influence of the CQI-9 standard with the objective of reducing costs, a French standard, the NFA 02-053, was created based on a CETIM audit standard, the RPQ1, under the impetus of automotive heat treatment subcontractors, but also of PSA and Renault, which led to the creation of an additional audit.
The creation of an international ISO standard would be the answer to limiting the multiplication of customer requirements.
In this chapter, we will therefore focus on describing and comparing the requirements from IQC-9 and NFA 02-053 in terms of temperature and holding time control and quenching media control.
2. Temperature requirements
Concerning temperature, it is essential that all quenching tanks are equipped with temperature measurement devices (Figure 1). The temperature of the quenching fluid must be controlled, regulated, recorded and alarmed either continuously by means of supervision or documented by signature at least once per range or twice per shift (Figure 2). The list of alarms and their records should be available and documented for daily review and processing.

Figure 1: Basic Requirement

Figure 2: Temperature control and maintenance
2.1. Pyrometric requirements
Temperature measurement instruments must meet pyrometric requirements. The first version of the CQI-9 was based on the often complex requirements of the AMS 2750D, which is widely used in the aeronautical field. In the latest versions, the pyrometric requirements have been reduced, allowing a reduction in control costs, maintenance and machine downtime while maintaining the basic principles of the AMS. Consequently, it is now easier to refer to the CQI-9 requirements in terms of pyrometry than to the NFA 02-053 standard (panel of subcontractors, knowledge and understanding of the standard ...).
The pyrometric requirements of IQC-9 (Figure 3) focus on the verification of thermocouples and their calibration, the instrumentation and the entire measurement chain called SAT (System Accuracy Test).

Figure 3: Simplified summary of IQC-9 requirements for pyrometry.
2.2. Pyrometric requirements for quenching
The pyrometric requirements for the quenching operation are on the suitability of the type of measuring instrument - temperature and on the verification of the measuring chain.
The type of thermocouple or measuring instrument (probe, etc.) must be appropriate for the working temperature range. In the case of quenching, the temperature being lower than 760°C, the types of thermocouple that can be used are J, K, T, E, N. They must be calibrated before each use and changed every 2 years, any recalibration being forbidden. It is essential to check the following non-exhaustive points at the installation level:
o The thermocouples must not be bent, crushed, the plugs broken, the "whiskers"
o The working range of the equipment (nature of the measuring instrument in accordance with the temperature)
o The calibration certificates attached to a standard (AMS 2750D,....)
o The label on the attachment of the TC to the certificate
o The frequency of changes (schedule and date of commissioning).The verification of the instrumentation and the measurement chain is carried out in accordance with figure 4 and section 3.3 of the CQI-9 after the establishment of an internal control procedure with a requirement of +/- 5°C.
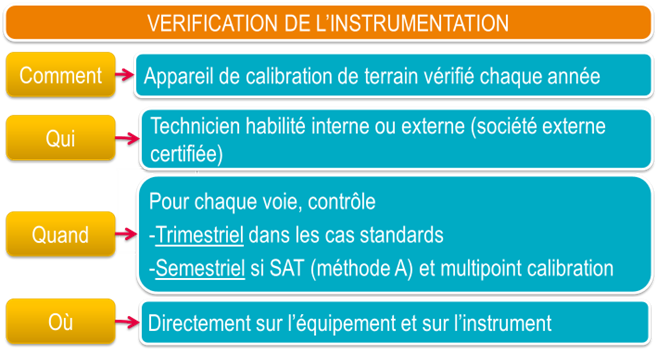
Figure 4: Summary of the general principle of instrumentation verification with System Accuracy Test (SAT)
After having discussed the pyrometric management of quenching fluids, it is necessary to characterize the requirements in terms of agitation of the quenching fluid.
3. Agitation of the quenching fluid
The agitation of the quenching fluid must be monitored, alarmed and documented. If not monitored, it should be documented by a signature at least every two hours. IQC-9 mentions that the inspection can be visual with all the difficulties that this entails. In the case of batch and pass-through furnaces, this type of verification is complicated, as the bins are not visible from the outside (batch furnace) or are disturbed by the regular fall of parts (pass-through furnace).
For batch or throughput furnaces, the difficulty lies in verifying this agitation, which is generally done by controlling the operation of the quench tank agitation turbine motor. Therefore, even if the turbine has a failure such as the loss of a blade, the system is unable to detect this phenomenon in spite of a modified or non-existent agitation.

Figure 5: Monitoring the agitation of the quenching tank.
4. Quenching time
Concerning the quenching time, only NFA 02-053 mentions that this time should be monitored and recorded. It is of course impossible to document this time for continuous furnaces.
5. The level of the quenching tank
IQC-9 requires continuous alarmed monitoring or daily inspection of the quench tank level. There are no recommendations in the French standard.
6. Monitoring the drift of quenching fluids
It is essential to ensure that the physico-chemical characteristics of the quenching fluid have not drifted over time.
The following table presents a summary between the requirements of the NFA 02-053 standard and the CQI-9 according to the different quenching fluids, the type of control to be carried out and their periodicity.

Figure 6: Type and periodicity of control of the different quenching fluids.
This control implies the existence of a schedule of conditions presenting the various tolerated physicochemical properties. It must be documented by an analysis report and reaction modes in case of non-conformity.