Tempering of hardened iron-carbon alloys
N.B.: The information contained in this sheet comes from reliable sources. Nevertheless, it is provided without any guarantee, express or implied, of its accuracy.
Principle:
Hardened states with a martensitic structure have an ability to be softened by reheating treatments called tempering.
The term tempering implies that there has been a prior quenching (the same temperature applied to an unquenched alloy is an annealing). During these reheatings the martensitic structure is progressively transformed with the rise in temperature and to a lesser extent with time to return to an equilibrium state of iron α + cementite.
For the lowest temperatures, very finely distributed intermediate carbides are precipitated before arriving at the highest temperatures (above 450°C) at cementite.
For low-alloyed steels, softening only appears noticeably above 200°C. Tempering up to this temperature is called stress relieving tempering because it releases the highest stresses in the part and in the crystal structure.
Beyond this temperature, we speak of softening tempering.
The income contributes to a very significant improvement in ductility and impact resistance. The higher the initial hardness level, the greater the softening effect on the ductility characteristics of the same grade, and the greater the difference between the initial and final hardness, i.e. a martensitic structure softens more than a bainitic structure.
Whereas martensitic quenching caused swelling, tempering, which desaturates the iron crystal lattice, results in a volume contraction.
During low temperature tempering there may be competition between the transformation of residual austenite (with swelling and hardening) and martensite (with shrinking and softening)
In order to guarantee optimum ductility for a given strength level, it may be recommended to prescribe a minimum tempering temperature, guaranteeing a minimum percentage of martensite after quenching and before tempering.
For example a steel with 0.40% carbon has a hardness of :
56 HRC for 100% martensite
48 HRC for 80% martensite
40 HRC for 50% martensite
If a part manufactured with this steel is to have a breaking strength of 1200Mpa or 38HRC, this hardness will be obtained after tempering:
at 550°C with 100% martensite
at 500°C with 80% martensite
at 375°C with 50% martensite
After tempering at these different temperatures the Re/Rm ratios as well as the A% and impact strength values will be very significantly different (e.g. a Re/Rm ratio > 0.8 requires at least 80% martensite).
If the part is to have good ductility characteristics, it may be useful to first select a steel with sufficient hardenability to have the desired martensitic transformation rate and to specify the martensite content after hardening, which determines the hardening severity of the treatment plant.
Only the temperature and holding time have an effect on the tempering of steels, the cooling rate has no influence (except for steels sensitive to tempering brittleness which become brittle if the cooling rate in a certain temperature range is too slow).
The choice of an annealing temperature can be conditioned by a specific temperature of use or subsequent processing (nitriding for example), requiring an annealing at a slightly higher temperature in order not to be exposed to see the characteristics evolve.
On a practical level, it is necessary to be vigilant on the real achievement of the core temperature of the parts and the charge, because at the concerned temperatures the thermal radiation is weak, the heating is mainly done by convection which depends on the speed of stirring, the morphology of the charges and the design of the circulation of the hot gases. For a gas flow velocity ranging from 1 to 10, the time to reach temperature is reduced by 3.
For incomes at temperatures above 450°C, it is possible to use the laws of equivalence time - temperature. These laws should be used with caution and should be verified in practice beforehand.
On some grades known as "structural or secondary hardening" and on some tool steels with particular austenitization conditions before hardening (over- austenitization), tempering can lead to an increase in hardness level. On tool steels, this increase in hardness is linked to a transformation of the residual austenite into martensite, sometimes called secondary martensite or fresh martensite. Its existence can lead to brittleness problems that must be eliminated by performing a second tempering intended for this untempered martensite phase.
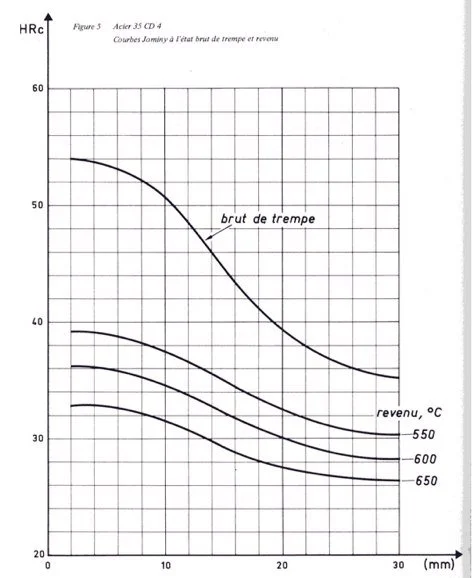
Influence of tempering temperature on 35CrMo4 steel on the hardnesses obtained in the Jominy test (from OTUA).
Implementation
Main equipment (furnace, reactor, line, machine...)
Energy and fluids (gases, chemicals, quenching liquids, salts...)
If you are a company interested in being listed on this page, please contact us: a3ts@a3ts.org