Hardening of steels by quenching heat treatments
N.B.: The information contained in this sheet comes from reliable sources. Nevertheless, it is provided without any guarantee, express or implied, of its accuracy.
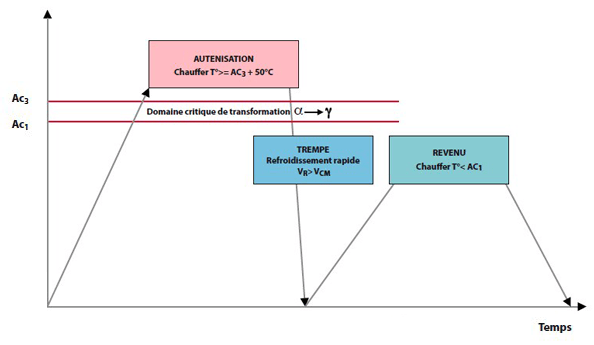
Principle:
Iron-carbon alloys (steels, excluding austenitic alloys) have the remarkable ability to harden after a treatment comprising heating above a critical temperature (between 750 and 1200°C, variable according to the composition) called austenitization (transforming the crystalline structure of the iron from the α-form to the γ-form) followed by rapid cooling or quenching at a rate higher than a critical rate called the martensitic quenching critical rate
The structure obtained after quenching is a martensite consisting of a solid solution of iron α modified by supersaturation of carbon.
CHARACTERIZATION:
2 ESSENTIAL FACTORS INTERVENE ON THE HARDENING:
The carbon content which sets the maximum hardness level

Alloying elements that affect the hardenability or penetration of the hardening through the section of the hardened part.
Hardenability is measured by measuring the decrease in hardness through the section of a hardened bar or by using the Jominy test. The hardenability determines the choice of steel according to the size of the treated part and the type of cooling: water, oil, pressurized gas, air...
Hardened structures evolve by reheating or RESTORING whose temperature and to a lesser extent time allow to adjust the hardness level and to restore better ductility properties.
DIFFERENT PROCESSES:
There are two types of income:
Stress relief tempering between 140 and 190°C (240°C max.), hardness after tempering = hardness after quenching - 1 to - 3 HRC
Hardness tempering between 450 and 675°C, hardness after tempering = hardness after quenching - 5 to - 20 HRC
Some high-alloy steels (tool steels) exhibit secondary hardening when tempered in a narrow temperature range. This property is used for hot work applications.
Some alloying elements develop carbides with the carbon: these very hard elements have an effect on hardening. They are partially or totally solubilized during austenitization to participate in the properties and behavior during tempering.

Implementation
Main equipment (furnace, reactor, line, machine...)
Additional equipment (washing, degreasing, pickling, finishing, handling)
Ancillary equipment (pumps, turbines, resistances, burners, quenching tanks, filters, exchangers, refractories...)
Process control and monitoring ( pyrometry, atmosphere analyzers and probes, automatons, regulators, recorders...)
Energy and fluids (gases, chemicals, quenching liquids, salts...)
Tools and handling (assemblies, baskets, trays...)
Control of the result (hardness test, mechanical test, metallography, NDT, thickness measurement...)
Application materials (steels, cast iron, titanium alloys, aluminum alloys...)
If you are a company interested in being listed on this page, please contact us: a3ts@a3ts.org